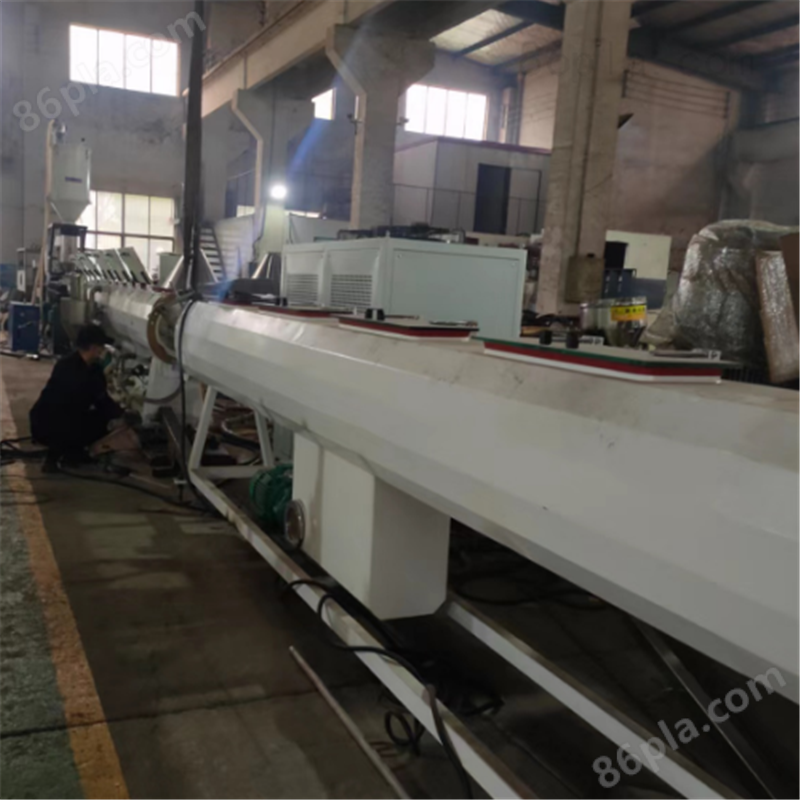
自动电力管生产线工艺流程:生产工艺原料+助剂配制→混合→输送加料→强制加料→圆锥型双螺杆挤出机→挤出模头→上胶套→喷雾真空设定箱→浸泡冷却水箱→油墨印刷机→履带式拖拉机→举升机 →管道堆高车→成品检验包。
自动电力管生产线生产流程
(1)挤塑:在加工过程中,低的MPP电力管可获得适宜的熔体强度,更宽品级的电力管更适于挤塑。即在合理的劳动组织和合理的操作材料和机械的条件下,预先划定完成MPP管单元及格产物所耗损的资源数量的尺度,它反映一按时期的社会出产力程度的凹凸。对于每一个施工项目,都测算出用工量,包含根底工和其它用工。
(2)滚塑:采用这种加工法的MPP电力管的材料一般被粉碎成粉末料,使其在热循环中熔融并流动,其熔体指数范围一般为3-8。
(3)薄膜:这种方法制造的MPP电力管,一般用于要求*的拉伸性和防渗性的地方。
(4)吹塑:可用的指标如熔体强度、ES-CR和韧性,与用于片材和热成型应用级相似,故相似品级可以采用。
自动电力管生产线开机前的准备:
①机头安装正确处理分流器 支架和模体上气孔的位置和连通情况;口模、芯模要同心:密封端面要压紧, 防止漏料;在挤出机的出料端与机头之间放置分流板;机头法兰与挤出机法兰间的连接要均匀压紧,若为螺栓连接,应在机器预热后,再度拧紧。
②加热圈安装机头外的加热圈在安装时应包紧机头, 不得与机头外壁间留有空家,然后安装好热电偶,接通电源。
③定型套安装将装置安装在固定位置处后,连通冷却水进出水管和真空管路(若采用真空定型工艺)。
④温度的设定设置挤出机各 段和机头加温预热;升温至设定温度后,保持一定时可,使机器和机头内外温度致。
⑤管道生产线的检查检查 和调整挤管生产线各个机台,应保证各装置中心位置对中,启动运转正常:水、气管路通畅。